AN ISO -9001-2008 CERTIFIED COMPANY

AN ISO -9001-2008 CERTIFIED COMPANY
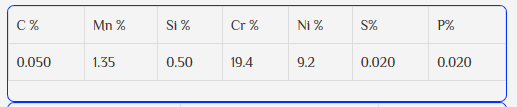
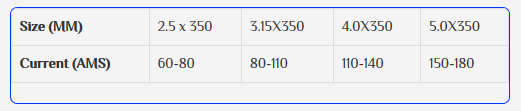
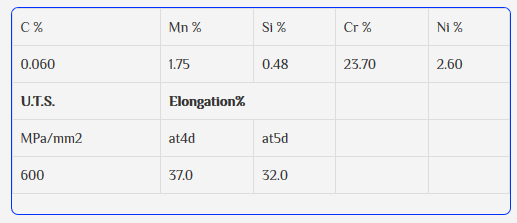
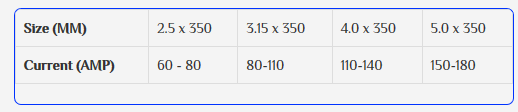
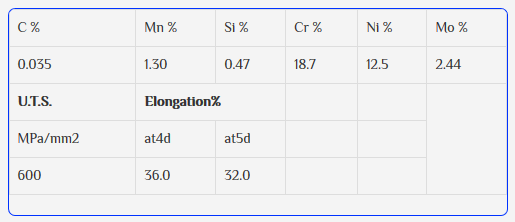
Rutile based economical welding electrode for stainless steel.

308.COM is a Stainless steel electrode which can be operated in all conventional Welding positions with ease on the materials of similar composition. It yields a deposit of 19 Cr 9 Ni Radiographic Weld Metal of well tuned ferritic level. Weld metal has excellent resistance against cracking, corrosion and scalling at elevated service temp. upto 3500C. Atmospheric oxidation is resisted upto 800°C. Slag detachability is very good and welding characteristics are pleasing. Typical application can be named as stainless steel storage tanks, structures, fabrication materials, S.S. mixers and apparatus used in fertilizer, soap and milk industries.

Electrodes should be dry at the time of use. Moist electrodes should be re-dried at 2000C for 1 hour. Area to be welded must be free from oil/grease or other contaminations.
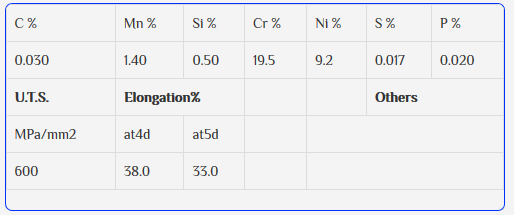
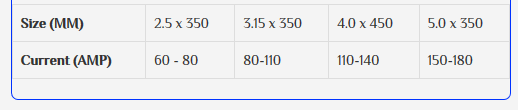
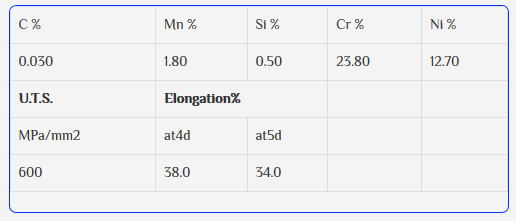
Welding electrode for low carbon stainless steel./

308L.COM is a Low carbon Stainless steel electrode which can be operated in all conventional Welding positions with ease on the materials of similar composition. It yields a deposit of 19Cr. 9 Ni. Radiographic Weld Metal of well tuned ferritic level. Weld metal has excellent resistance against cracking, corrosion and scalling at elevated service temp. upto 3500 C. Atmospheric oxidation is resisted upto 8000 C. Slag detachability is very good and welding characteristics are pleasing. Typical application can be named as stainless steel storage tanks, structures. fabrication materials, S.S. mixers and apparatus used in fertilizer, soap and milk industries.
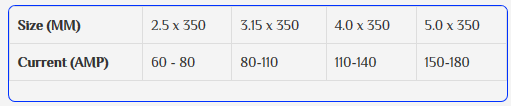
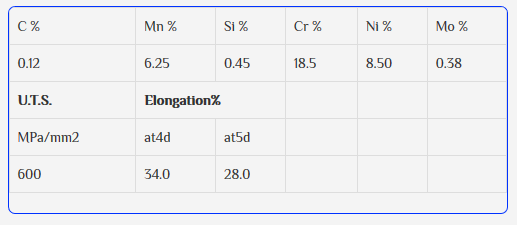
Special purpose stainless steel electrode for similar/dissimilar/problematic steels

309.COM has been developed specially for the welding of problematic steels where weldabilty appears to be difficult. It deposits a weld beed containing 25. Cr & 12% Ni combined with lower carbon contents. The deposited meta has excellent resistance to corrosion, oxidation and scaling at elevated temperature upto 11000C. It can be used either on AC or on DC (+). Soft and stable arc, easier restriking, effortless slag removal and finely rippled beed are the remarkable features. Deposits are of Radiographic quality. 309.COM is nicely suited for welding of stainless steel of AISI -309 grade; 18.8 stainless steel to carbon steels and for overlaying jobs on mild steel for improving wear resistance.

Keep the electrodes dry. Moist electrodes to be redried for one hour at 150oC before use. Use minimum current and short arc avoiding excessive weaving. Weld area should be free from all sorts of surface contamination.
Special purpose stainless steel electrode for similar/dissimilar/problematic steels

309Le.COM has been developed specially for the Welding of problematic steels where weldabilty appears to be difficult. It deposits a weld beed containing 25. Cr & 12% Ni combined with lower carbon contents. The deposited meta has excellent resistance to corrosion, oxidation and scaling at elevated temperature upto 1100CC. It can be used either on AC or on DC (+). Soft and stable arc, easier restriking, effortless slag removal and finely rippled beed are the remarkable features. Deposits are of Radiographic quality. 309.COM is nicely suited for welding of stainless steel of AISI -309 grade; 18.8 stainless steel to carbon steels and for overlaying jobs on mild steel for improving wear resistance.
Keep the electgrodes dry. Moist electrodes to be redried for one hour at 150oC before use. Use minimum current and short arc avoiding excessive weaving. Weld area should be free from all sorts of surface contamination.
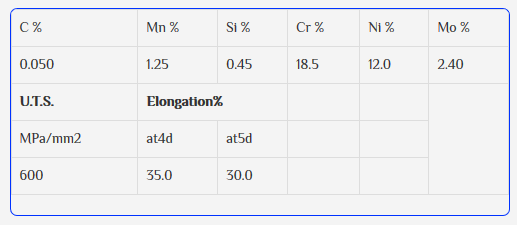
Stainless Steel Electrode of 316 Type Deposits.

316.COM is a rutile based Stainless steel electrode depositing weld metal of 18 Cr-11 Ni 2.5 Mo chemical composition. The deposited metal displays excellent mechanical properties including high creep stregth. The addition of Molybdenum in the electrode increases the resistance of weld metal to pitting Corrosion upto 8500C. Electrode can be operated either on DC (+) or AC. Beed is smooth and finely rippled.Slag detachability is easy. Beeds are of Radiographic quality. 316.COM is ideal for joining or resurfacing of wrought and cast materials conforming to AISI 316 grade of materials and the matenals of similar composition.
Keep the electrodes dry. Moist electrodes to be redried for one hour at 150oC before use. Use minimum current and short arc avoiding excessive weaving. Weld area should be free from all sorts of surface contamination.
Stainless Steel Electrode of 316L Type Deposits

316L.COM is a Low carbon Stainless steel electrode depositing weld metal of 18 Cr-11 Ni 2.5 Mo chemical composition. The deposited metal displays excellent mechanical properties including high creep stregth. The addition of Molybdenum in the electrode increases the resistance of weld metal to pitting corrosion upto 850°C. Electrode can be operated either on DC (+) or AC, Beed is smooth and finely rippled.Slag detachability is easy. Beeds are of Radiographic quality. 316L.COM is ideal for joining or resurfacing of wrought and cast materials conforming to AISI 316/ 31 6L grade of materials and the materials of similar compositions.
Electrodes should be dry. Moist electrodes to be rebaked at 200oC. for about one hour followed by slow cooling in same oven upto 50oC. Deposit stringer beed and use low current keeping the length of the arc as short as possible.
Heavy coated basic type Austenitic stainless steel electrode
IS : 5206 : 83 E 18.8 MnB-26
EssEss-Mn is a special purpose welding electrode with SS core wire of 304L grade having a basic type heavy coated covering which enables the electrode to perform well on all conventional welding positions (FHVO) with ease. The Deposits of EssEss-Mn are of fully Austenitic quality which are very tough in nature and its physical properties are maintained even when the steels being welded are of different compositions. Heat resistance properties are maintained upto 900°c. EssEss-Mn is ideal for joining Mn-steel to mild steel, repairing of cracks in Mn-steels, casting & surfacing Mn-steel rails. Additionally it can be used for laying buffer layers on variety of steels
Electrodes should be dry. Moist electrodes to be rebaked at 200oC. for about one hour followed by slow cooling in same oven upto 50oC. Deposit stringer beed and use low current keeping the length of the arc as short as possible.