AN ISO-9001-2008 CERTIFIED COMPANY

AN ISO-9001-2008 CERTIFIED COMPANY
Low hydrogen basic coated welding electrodes for mild & medium tensile steels.

KAYNOTRODE- is basic coated, hydrogen controlled welding electrode which produces tough & ductile Radiographic quality weld-beed. It is suitable for operations on AC/DC [÷1 and the deposits have excellent crack resistance properties. This electrode can be used on rigid sections of mild steels, medium / high tensile steels and cast steels. It is ideal for the steels of unknown composition and for non machinable deposits on cast iron. Laying of buffer layers before hardsurfacing can be easily handled with Kaynotrode. Typical applications include tractor & earthmoving machine parts, hydraulic gates, heavy chains and conveyors, rail coaches & wagons, ships, road rollers etc.


Electrodes should be perfectly dry. Moist electrodes should be rebaked at 2500C for one hour before use. Arc length should be kept shorter to have evenly rippled beed.
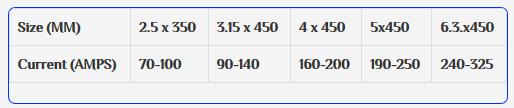
High recovery, Iron powder, hydrogen controlled electrode for mild & medium tensile steels.

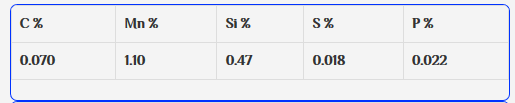
KAYNOTHERME is high deposition efficiency, low Hydrogen, Iron Power based basic electrode which can easily be used on AC/DC (+) in all conventional Welding positions. It deposits tough & ductile welds of about 115% metal recovery with Radiographic quality. It is specially used in heavy structural works where Joints are under strain and subjected to dynamic loads & impacts. Some of the critical applications include Railway Coaches, Wagons,Ships, Heavy bridges, Earth moving equipments, Blast Furnace shells,Rotary Boilers, Pressure Vessels etc.
Store the electrodes in dry and moisture free storage room. Preheat the electrodes for one hour at 250oC, before use and keep these dried electrodes in holding oven where a temp. of around 100oC is maintained. Use short arc in obtain better metal recovery.
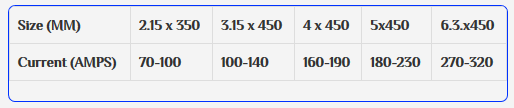
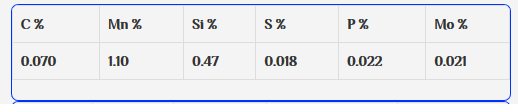
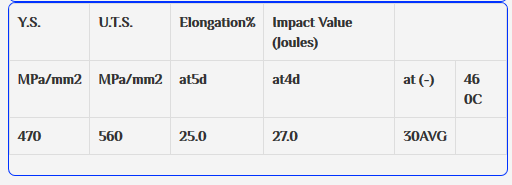
High recovery, heavy coated, iron powder, hydrogen controlled electrode for low temperature service.

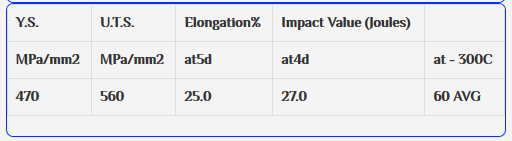
KAYNOTHERME-1 is high deposition efficiency, low Hydrogen, Iron Power based basic electrode which can easily be used on AC/DC (+) in all conventional Welding positions. It deposits tough & ductile welds of about 115% metal recovery with Radiographic quality. It is specially used in heavy structural works where Joints are under strain and subjected to dynamic loads & impacts ,specially at subzero temperature services. It gives an Impact value of about 30 Joules at minus 46°c. Some of the critical applications include Railway Coaches, Wagons,Ships, Heavy bridges , Earth moving equipments, Blast Furnace shells,Rotary Boilers, Pressure Vessels etc.
Store the electrodes in dry and moisture free storage room. Preheat the electrodes for one hour at 250oC. before use and keep these dried electrodes in holding oven where a temp. of around 100oC is maintained. Use short arc to obtain better metal recovery.