AN ISO-9001-2008 CERTIFIED COMPANY

AN ISO-9001-2008 CERTIFIED COMPANY
Electrode for machinable welds on cast iron

S.E. MONEL is Special purpose electrode with Nickel - Copper alloy core wire and a matching blend of flux covering which makes it possible to weld cast Iron without excessive generation of heat to prevent cracks & minimise the dilution in HAZ (Heat Affected Zone) of the casting. It gives very good donding. Slag easily removable and weld been is free from porosity and cracks. Machinability is remarkable. it is ideally suited for sound and crackedfree welding on gray, Malleable cast Iron, Joining of spheroidal Iron to each other or to steels or monel alloys. Resurfacing or building of worn out parts, broken section, valve bodies, sprockets, pump castings, gears, filling -up of casting befects are the areas where S.E. MONEL can easily be used.
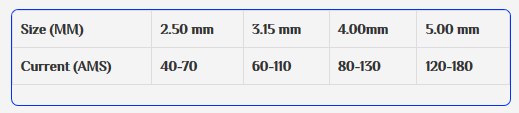
For better results pre-heat the electrodes upto 150oC for one hour before use. Clean the surface to be welded from all sorts of contamination. Use the current as low as possible and deposit shorter beeds.
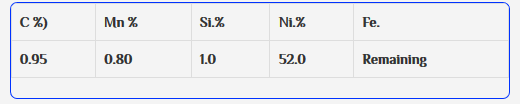
Nickel-Iron based electrode for machinable jobs on cast iron
FeNi No.1 is a Nickel Iron alloy electrode which produces high strength, ductile and machinable weld deposit that matches with the colour of the metal being welded..FeNi No.1 is, therefore, suitable for joining and repairing of components made of cast iron. Castings which have higher level of Phosphorous can also be welded with ease using FeNi No. I . Operations are quiet, with good fusion characteristics. FeNi No.-I is most suitable electrode for a variety of cast irons, e.g. grey cast iron, nodular cast iron, malleable cast iron, etc. Successful uses are, impellers, pump casings, rectification of casting defects, ingot moulds, engine heads and other machiriary parts. Welding of cast iron with other steels can also be handled with FeNi No. -I
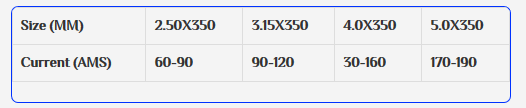
Always run the electrodes within the specified current range.
Parent metal should be free from all sorts of surface contaminations, like dirt, grease rust etc. Preheating of the job between avoid the post weld crack possibilities, welded job should be covered with the layer of asbestos or lime till it arrieves at ambient temperature.
Versatile electrode for non machinable weld on cast iron
CASTWELD - NM is a Graphite based welding electrode which produces non machinable welds on cast iron. It is recommended to weld either cast iron to cast iron or cast iron to mild and low alloy steels. The deposit of Castweld-NM is abrasion resistant. tt can be applied for all the weldIng jobs on cast iron, cast steel machine parts/equipments and repair/ reclamation works where machining is not required.
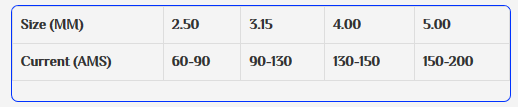
Electrodes should be dry. Redry at 100oC for one hour before use. Heavy castings may require preheating to obtain better weld - bonding. Current should be kept as low as possible to avoid excessive heat - generation and beed should be kept short & stringer.